อย่างแรกเราต้องทำความเข้าใจกันก่อนว่า ทำไมต้องมี Lift TIG นะครับ ต่างจากเครื่องเชื่อม TIG ปกติยังไง
โดยสรุปแล้ว Lift TIG คือเราจะเชื่อม TIG โดยไม่ได้ใช้เครื่อง TIG นั่นแหละครับ (ไม่มีสวิทให้กดตอนจะเชื่อม) แต่ใช้วิธีต่ออาร์กอนเข้าสายเชื่อมอาร์กอนตรงๆ แล้วเริ่มเชื่อมด้วยการเอาทังสเตนแตะให้เริ่มเชื่อม
ฟีเจอร์ Lift TIG เลยจะอยู่ในเครื่องเชื่อมอื่นๆ เช่น เครื่องเชื่อมไฟฟ้า ARC/MMA/STICK เครื่องเชื่อม MIG หรือ เครื่องเชื่อมที่เชื่อมได้หลายๆแบบพร้อมๆกัน เดี๋ยวนี้มี้เยอะมากเลย (เช็คก่อนด้วยนะ ว่าใช้งาน Lift TIG ได้หรือเปล่า)
พอรู้แบบนี้แล้ว เราไปที่เนื้อหาเต็มๆกันเลยครับ
Table of Contents
Lift TIG
การเชื่อม TIG หรือ Tungsten Inert Gas Welding โดยใช้วิธี Lift Arc (ที่เรียกว่า Lift TIG) เป็นวิธีการเริ่มกระบวนการเชื่อมโดยการใช้กระแสไฟฟ้าความต่ำเพื่อลดการสปาร์คและการกระเพิ่มกระแสไฟฟ้าที่ไม่เหมาะสม เมื่อเทียบกับวิธีการเริ่มต้นอื่น ๆ ใน TIG welding วิธีนี้มีความปลอดภัยมากขึ้นและให้ผลลัพธ์ที่ดี
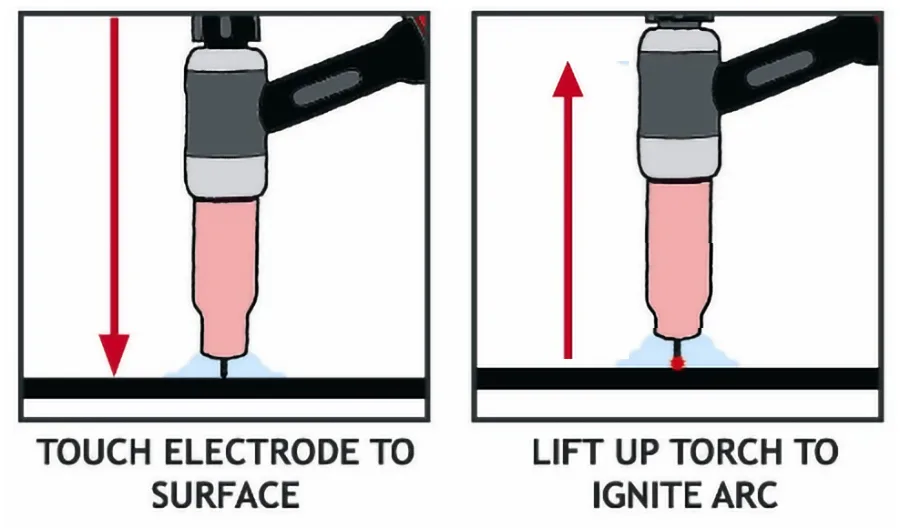
การเชื่อม Lift TIG เริ่มด้วยการสัมผัสปลายเชื่อมทังสเตน (Tungsten Electrode) กับชิ้นงานที่ต้องการเชื่อม จากนั้นจึงปรับกระแสไฟฟ้าให้เหมาะสมและยกเชื่อมทังสเตนขึ้นออกจากชิ้นงาน เมื่อปลายทังสเตนถูกยกขึ้นจะทำให้เกิดแสงฟ้าแลป (arc) ที่ใช้ในการเชื่อม (กระบวนการนี้ใช้เวลาแปบเดียวนะ แค่แตะให้อาร์คแล้วก็ยกขึ้น ทำให้เรียกกันเองว่า ทิกเขี่ย)
วิธีนี้เหมาะสำหรับการเชื่อมที่ต้องการความแม่นยำสูง และสามารถลดความเสียหายที่เกิดขึ้นกับชิ้นงานเนื่องจากการสปาร์คไฟฟ้า วิธีการเชื่อมแบบนี้ยังช่วยให้ปลายเชื่อมทังสเตนไม่โดนละลายง่าย ทำให้มีอายุการใช้งานที่ยาวนานมากขึ้น.
High Frequency TIG (HF TIG)
จากปกติหากเราซื้อเครื่องเชื่อมอาร์กอน ที่ใช้สำหรับเชื่อมอาร์กอนจริงๆ ถ้าให้เรียกเชื่อมันจริงๆ ตามประเภทการอาร์คแบบนี้ เราเรียกว่า HF TIG หรือ High Frequency TIG
การเชื่อมก็แค่เอาปลายเส้นทังสเตนไปไกล้ๆ จุดที่เราต้องการเชื่อม แล้วเราก็กดสวิท แต่ Lift TIG มันไม่มีสวิทไง ทีนี้เราจะสั่งให้มันเริ่มเชื่อมได้ ก็คือเอาปลายทังสเตนไปแตะให้มันเริ่มอาร์ค แล้วยกขึ้นมาอยู่ในระยะที่เราต้องการให้ปลายทังสเตนเหมาะสมกับจุดที่เราจะเชื่อม
การใช้อาร์กอนตอนเชื่อม Lift TIG
ปกติ HF TIG เมื่อเรากดเครื่องก็จะไปเปิดอาร์กอนให้ใหลออกมา หลังจากหยุดเชื่อมอาร์กอนก็จะหยุดใหล แทบทุกเครื่องจะสามารถปรับการใหลของอาร์กอนหลังจากหยุดเชื่อมได้ (Post Flow) แต่ Lift TIG ไม่มีสวิท สิ่งที่ต้องทำเลยก็คือ ปล่อยอาร์กอนเองไปเลยครับ
จะปล่อยอาร์กอนตลอดเวลาแบบไม่กลัวเปลือง หรือจะใช้ด้ามที่มีวาล์วคอยปิดๆเปิดๆก็ได้ตามสะดวกเลย
การเชื่อมแบบ Lift TIG มีจุดอ่อนดังต่อไปนี้
ต้องสัมผัสวัสดุก่อนเริ่มเชื่อม การเชื่อมแบบ Lift TIG ต้องสัมผัสเชื่อมทังสเตนกับชิ้นงานก่อนการเชื่อม เรียกว่า “ตะโกน” ทำให้เกิดการสึกหรอและทำให้เกิดความเสียหายขั้นต่ำแก่ชิ้นงานและทังสเตน ถ้าทังสเตนทู่ ไม่เรียวแหลมหรือละลายจนเสียรูป ไฟที่ออกมาก็จะไม่ตรงหรือไม่ก็อาจจะไม่พุ่ง ทำให้ละลายได้ไม่ดี
ไม่สามารถเริ่มเชื่อมทันที คุณต้องลดปลายเชื่อมทังสเตนลงบนชิ้นงานแล้วยกขึ้นเพื่อเริ่มการเชื่อม ซึ่งอาจทำให้เกิดการล่าช้าในกระบวนการเชื่อม
ไม่เหมาะกับชิ้นงานที่มีการทำความสะอาดไม่สมบูรณ์ หากสิ่งสกปรกหรือสารเคมีที่ตกค้างอยู่บนชิ้นงานเมื่อปลายเชื่อมทังสเตนสัมผัส สิ่งเหล่านี้อาจทำลายปลายเชื่อมทังสเตนและส่งผลกระทบต่อคุณภาพการเชื่อม
อาจเกิดข้อผิดพลาดในการเริ่มเชื่อม ในบางกรณี การยกทังสเตนขึ้นอาจไม่สร้าง Arc ที่มีคุณภาพดี ทำให้การเชื่อมไม่สมบูรณ์หรือไม่สม่ำเสมอ หรือชิ้นงานวางไม่มั่นคง ก็อาจจะเกิดอุปบัติเหตุได้
ไม่เหมาะสำหรับงานที่มีการเชื่อมต่อเร็ว การเชื่อมแบบ Lift TIG อาจไม่เหมาะสำหรับงานที่ต้องการการเชื่อมที่มีความรวดเร็วและประสิทธิภาพสูง เนื่องจากต้องมีการสัมผัสกับชิ้นงานก่อนเริ่มเชื่อม ไม่มีสวิทเพื่อกดให้เครื่องทำงาน ถ้าหากจะเชื่อมนานๆหรือทำงาน TIG เป็นหลัก ก็ซื้อเครื่องเชื่อมอาร์กอนเถอะครับ
อุปกรณ์ที่เหมาะสำหรับการเชื่อมแบบ Lift TIG
เครื่องเชื่อมที่ใช้งาน Lift TIG ได้
เครื่องเชื่อม TIG ที่ใช้งาน Lift TIG นั้นมีการทำงานโดยเมื่อปลายเชื่อม (Tungsten Electrode) สัมผัสกับชิ้นงานแล้วลอกขึ้น (Lift) จะทำให้เกิดการลงโหลดและสร้างแสงฟ้าแลปลุก (Arc Ignition) ในกระบวนการนี้จะไม่มีการสร้างแสงสปาร์คหรือการกระชากไฟฟ้าที่สูง ทำให้มีความปลอดภัยในการใช้งานมากขึ้น
ไม่ใช่ว่าทุกเครื่องจะใช้งานฟังก์ชัน Lift TIG ได้ และหลายเครื่องก็มีการตั้งค่าฟังก์ชัน Lift TIG ที่ไม่เหมือนกัน ก่อนซื้อหรือก่อนใช้งาน จำเป็นต้องเช็คก่อนว่าใช้งานได้จริงหรือไม่
บางรุ่นของเครื่องเชื่อม TIG จะมีฟังก์ชัน Lift TIG บนตัวเครื่องเชื่อมโดยตรง คุณสามารถตรวจสอบรายละเอียดสินค้าหรือคู่มือผู้ใช้งานเพื่อดูว่าเครื่องเชื่อมที่คุณสนใจมีฟังก์ชันนี้หรือไม่ นอกจากนี้ยังควรคำนึงถึงกระแสไฟฟ้าที่ต้องการใช้งาน เพราะเครื่องเชื่อมที่แตกต่างกันอาจจะสามารถจัดการกับกระแสไฟฟ้าที่ต่างกัน.
ด้ามเชื่อม TIG ที่ระบายความร้อนด้วยอากาศ
ด้ามเชื่อม TIG ที่ระบายความร้อนด้วยอากาศ (Air-Cooled TIG Torch) เป็นอุปกรณ์ที่ใช้ในการเชื่อมด้วยกระบวนการ TIG รวมถึงวิธีการ Lift Arc. ด้ามเชื่อมแบบนี้ออกแบบมาให้สามารถระบายความร้อนที่สร้างขึ้นจากกระบวนการเชื่อมออกไปโดยใช้การไหลของอากาศ ซึ่งเป็นวิธีการที่ไม่ต้องใช้การสูบน้ำหรือระบบระบายความร้อนโดยใช้เย็นเฉพาะ.
ด้ามเชื่อม TIG ที่ระบายความร้อนด้วยอากาศเหมาะสำหรับงานเชื่อมที่ไม่ต้องการกระแสไฟฟ้าสูงมาก หรือในกรณีที่ความคงทนที่สูงไม่ได้รับการต้องการมาก ด้ามเชื่อมแบบนี้มักจะเบากว่าด้ามเชื่อมที่ใช้ระบบระบายความร้อนด้วยน้ำ (Water-Cooled TIG Torch) ทำให้ง่ายต่อการถือและควบคุม แต่อาจจะมีข้อจำกัดในการใช้งานที่กระแสไฟฟ้าสูงหรือในช่วงเวลาที่ยาวนาน เนื่องจากอาจไม่สามารถระบายความร้อนได้มากพอ.
ด้ามเชื่อม TIG ที่ระบายความร้อนด้วยอากาศสามารถใช้งานร่วมกับวิธีการ Lift Arc ได้ดี โดยทั่วไป ดังนั้น ถ้างานเชื่อมของคุณไม่ต้องการกระแสที่สูงมาก หรือไม่ต้องเชื่อมในระยะเวลาที่ยาวนาน ด้ามเชื่อมแบบนี้อาจเป็นทางเลือกที่ดี.
ตัวอย่างด้ามเชื่อมในชุด WP-9, ในชุด WP-26
ด้ามเชื่อม TIG ที่มีวาล์วที่ด้าม
ด้ามเชื่อม TIG ที่มีวาล์วที่ด้ามเป็นคุณสมบัติเฉพาะที่จะช่วยในการควบคุมและปรับระดับการไหลของก๊าซอาร์กอนที่ใช้ในกระบวนการเชื่อม.
วาล์วที่ด้ามนี้เป็นการออกแบบเพื่อให้ผู้ใช้สามารถปรับและควบคุมระดับการไหลของก๊าซอาร์กอนได้ง่ายขึ้น ทำให้กระบวนการเชื่อมมีประสิทธิภาพและมีความแม่นยำมากยิ่งขึ้น.
เมื่อเทียบกับด้ามที่ไม่มีวาล์ว ด้ามที่มีวาล์วมีข้อดีในเรื่องของการควบคุมการไหลของก๊าซ ทำให้เหมาะสำหรับงานที่ต้องการความแม่นยำมาก. นอกจากนี้ วาล์วที่ด้ามยังช่วยลดการสิ้นเปลืองของก๊าซอาร์กอนได้มากกว่า เพื่อให้สามารถใช้ก๊าซอาร์กอนได้ประหยัดยิ่งขึ้น.
เกจ์อาร์กอน ที่สามารถปรับการใหลอาร์กอนได้ดี
เมื่อทำการเชื่อม TIG ด้วยวิธี Lift Arc โดยใช้ก๊าซอาร์กอนเป็นก๊าซป้องกัน จะต้องใช้เครื่องปรับแรงดันอาร์กอน (Argon Regulator) เพื่อควบคุมแรงดันและการไหลของก๊าซอาร์กอน.
เครื่องปรับแรงดันอาร์กอน ทำหน้าที่ปรับแรงดันและการไหลของก๊าซอาร์กอนที่จำเป็นต่อกระบวนการเชื่อม. การควบคุมแรงดันและการไหลของก๊าซอาร์กอนให้ถูกต้องจะช่วยให้กระบวนการเชื่อมเป็นไปด้วยดี รวมถึงป้องกันโลหะที่เชื่อมจากการผสมผสานกับก๊าซในบรรยากาศ และยังช่วยให้โลหะที่เชื่อมมีคุณภาพดีและทนทาน.
การเลือกเครื่องปรับแรงดันอาร์กอนที่เหมาะสมควรพิจารณาสภาพการทำงาน เช่น แรงดันและการไหลของก๊าซที่ต้องการ รวมถึงความถูกต้องและความน่าเชื่อถือของเครื่องปรับแรงดัน. บางเครื่องปรับแรงดันอาร์กอนอาจมีการปรับแรงดันและการไหลของก๊าซที่ดีที่สุดสำหรับงานเชื่อม TIG แบบ Lift Arc
ทังสเตนสีน้ำเงิน (Lanthanated Tungsten รหัส WL20)
ทังสเตนสีน้ำเงิน (Lanthanated Tungsten – EWLa-2) นั้นเป็นทางเลือกที่ดีสำหรับการเชื่อมด้วยวิธี Lift Arc. มันทนทานต่อความร้อนสูง และมีระยะชีวิตที่ยาวนาน ทำให้เหมาะสมสำหรับงานเชื่อมที่ต้องการความแม่นยำและความคงทน.
Lift Arc TIG เป็นวิธีการเชื่อมที่นำกระแสไฟฟ้าขึ้นสูงเมื่อวัสดุไฟฟ้าเชื่อม (electrode) สัมผัสกับชิ้นงานและจากนั้นลดลงเมื่อทำการแยกวัสดุไฟฟ้าเชื่อมออกมา. วิธีนี้เป็นทางเลือกที่ดีเมื่อต้องการการเริ่มต้นการเชื่อมที่นุ่มนวลและรวดเร็ว โดยไม่ทำให้เกิดการพราย (arc flash) ที่รบกวน.
ทังสเตนสีน้ำเงิน (Lanthanated Tungsten – EWLa-2) รหัส WL20 จะสามารถทนทานต่อกระแสไฟฟ้าที่สูงเมื่อเทียบกับทังสเตนทั่วไป ทำให้เหมาะสมสำหรับวิธีการ Lift Arc โดยเฉพาะ. อย่างไรก็ตาม ควรทำความเข้าใจว่าการเลือกวัสดุไฟฟ้าเชื่อมเหมาะสมนั้นต้องพิจารณาจากความต้องการของงานเชื่อม เช่น ประเภทของโลหะ, ความหนาของโลหะ, รวมถึงการตั้งค่ากระแสและอุณหภูมิในกระบวนการเชื่อมด้วย.