



Yawata Flux core ม้วนละ 1กิโล (ไม่ต้องใช้แก๊ส)
#ร้านนี้ขายแต่ของดีและของแท้เท่านั้น
Link สำหรับสั่งซื้อ : https://shopee.co.th/search?keyword=yawata%20flux%20core&shop=236830031
อุปกรณ์สแตนเลส เครื่องมือช่างสแตนเลส มือจับประตูกระจก อุปกรณ์ห้องน้ำ
Yawata Flux core ม้วนละ 1กิโล (ไม่ต้องใช้แก๊ส)
#ร้านนี้ขายแต่ของดีและของแท้เท่านั้น
Link สำหรับสั่งซื้อ : https://shopee.co.th/search?keyword=yawata%20flux%20core&shop=236830031
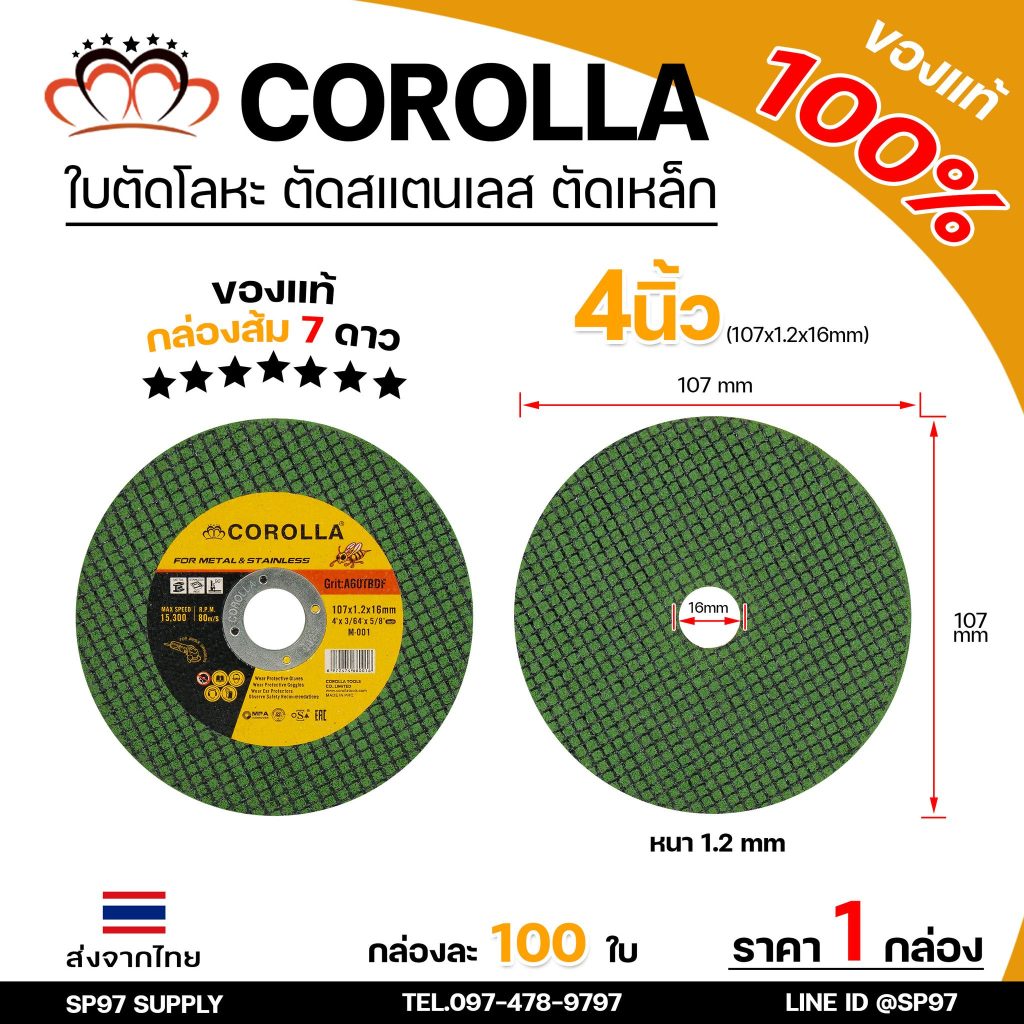



ไอเท็มขายดี ประจำร้าน!!!
#ใบตัดโคโลรา#ใบตัดเหล็ก#ใบตัดสแตนเลส#ขนาด4นิ้ว
กล่องละ 100 ใบ ราคา 310 บาท (ใบละ 3.1บาท)
ยกลังราคาถูกกว่านี้ สอบถามทักแชทนะคะ สต๊อกแน่นมากๆค่ะ ^^
****ของแท้ กล่องส้ม 7 ดาว เท่านั้น ****
รับประกันของแท้ มีใบเซอร์การันตี การนำเข้าและตัวผลิตภัณฑ์ค่ะ
Link สำหรับสั่ง: https://shopee.co.th/sp97supply/21889353012



จำหน่ายทั้งแบบยกลัง และ ยกห่อ (2กิโล,5กิโล)
#ร้านนี้ขายแต่ของดีและของแท้เท่านั้น
Link สำหรับสั่งซื้อ : https://shopee.co.th/sp97supply/22632403572



#ใบเจียรบาง#ใบเจียซูโม่ รุ่นล่าสุดกล่องใหม่ สีเขียวเข้ม
ของเข้าแล้วนะคะ พร้อมเปลี่ยนแพคเกจใหม่ ![]()
ป้องกันของปลอมในตลาด เช็คดีๆก่อนสั่งซื้อนะคะ
แพคเกจเก่าของจะหมดแล้วค่ะ
สินค้ามีจำนวนจำกัดนะคะ มาลอทนี้น้อยเหมือนเดิม แบ่งๆกัน
ตอนนี้จำหน่าย แต่แบบกล่องเหมือนเดิมค่ะ
25 ใบ ราคา 295 บาท
ทักแชทเล้ยยยย
#ร้านนี้ขายแต่ของดีและของแท้เท่านั้น
Link สำหรับสั่งของ : https://shopee.co.th/sp97supply/5442379987




สะเก็นสแตนเลส เกรด304 ขนาด 6 และ 8 มิล
เตรียมจัดส่งลูกค้า ขอบพระคุณค่ะ
#ร้านนี้ขายแต่ของดีและของแท้เท่านั้น
Link สำหรับสั่งของ : https://shopee.co.th/product-i.236830031.16022937620